Less is more:
Different types of castings for every requirement.
Our specialisation in different types of high-quality castings offers you many advantages: You can rely on consistent first-class quality for every project. Your castings made of spheroidal graphite cast iron (nodular graphite cast iron) or grey cast iron are highly stressable, masterfully refined with the know-how of our specialists and, if required, also machined.
Thanks to the high level of automation of our production facilities, we manufacture your series parts on a just-in-time basis using the latest casting and processing techniques. You determine the production stage yourself: from simple raw casting to the ready-to-install product made of spheroidal graphite cast iron (nodular graphite cast iron) or grey cast iron.
Your advantages at Jürgens Foundry:
- specialised in spheroidal graphite cast iron (nodular graphite cast iron) and grey cast iron
- casting processes perfected over decades
- latest technologies in all stages of the casting process
- casting series in small and medium size
- unit weights from 1 to 1,000 kg
- experts for complex castings and geometries
- finishing and further processing from a single source
- all work steps are "Made in Germany"
Spheroidal graphite iron
Robust and more resilient.
Our precision parts made of spheroidal graphite cast iron have the highest mechanical requirements: Each casting is precisely manufactured, highly stressable and has a special tensile strength. The basic properties are quite similar to those of the much more expensive steel castings. In the casting process, we add graphite to the iron – plus other exclusive components.
Grey cast iron
THERMOCONDUCTIVE AND better damping.
Our grey cast iron elements have very good thermal conductivity. This makes them perfect for products that generate, or are exposed to, high temperatures. At the same time, the castings are characterised by their own low heat generation, which means they are often used in engines and cylinders. This is also indicated by the good damping properties, which effectively absorb vibrations in machines.
The carbon in grey cast iron is present in thinner, shaped lamella. This is why we also speak of cast iron with lamellar graphite. Due to the manufacturing process, grey cast iron is cheaper to produce than other types of cast iron and has special properties due to its composition.
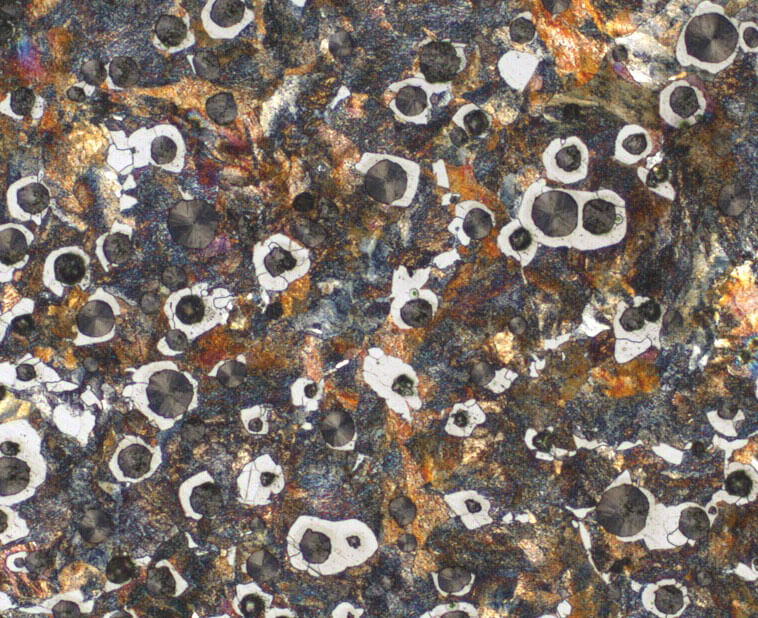
Spheroidal graphite cast iron



